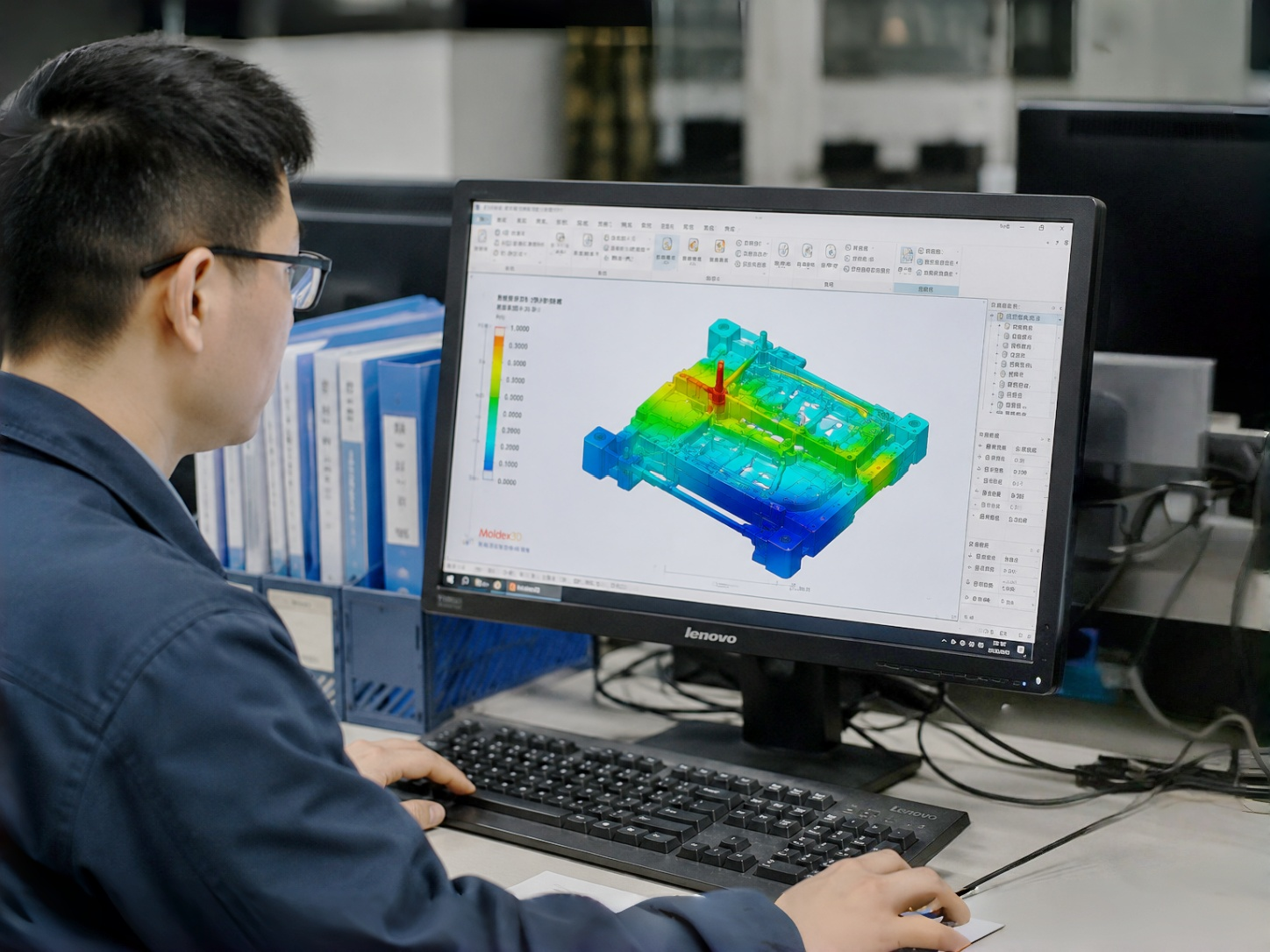
樹脂流動解析と構造設計 金型製造に先立ち、当社のエンジニアリングチームは先進的なモールドフロー解析技術を用いて、大型部品に対する包括的な流動シミュレーションを実施します。最適なゲート位置、冷却水路の配置、および締結力分布を特定することで、鋼材切断前に金型構造全体を最適化します。熱膨張と材料流動を考慮した完全な3D金型設計ソリューションを出力し、多トン数の金型プレートに対して精密な指針を提供します。
大型金型の荒加工と材料除去 自動車バンパーやダッシュボードなどの大型金型に対し、当社はBF-4026V大型CNCマシニングセンタ(加工ストローク:4000×2600×1000mm)を用いて効率的な荒加工を実施します。この工程では、後続の精密加工のために適切な仕上げ代を残しつつ、大量の鋼材を迅速に除去することに重点を置きます。同時に、金型ベースの平面度および位置精度を保証し、金型全体の安定性の基盤を構築します。
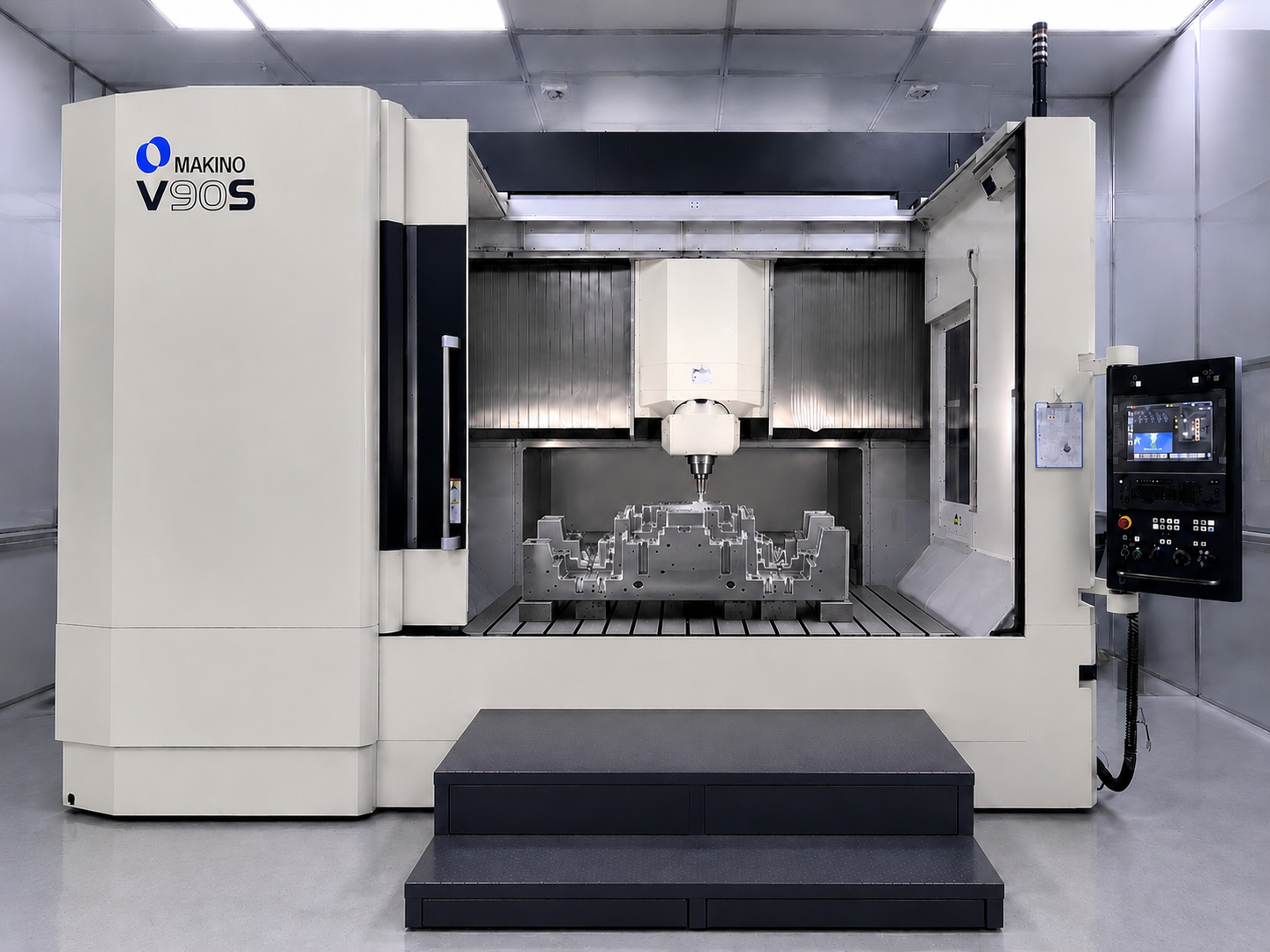
精密キャビティ加工と5軸同時制御 仕上げ加工工程では、Makino 5軸 V90S マシニングセンタが重要な役割を果たします。毎分20,000回転の高速スピンドルと5軸同時加工能力を組み合わせることで、複雑な曲面、深絞り構造、および傾斜穴の精密加工を一度の段取りで完了できます。従来の3軸加工と比較し、5軸技術は複数回のクランプによる累積誤差を低減し、大型金型の全体精度を±0.01mm以内に制御することを可能にします。これは、自動車内外装部品の金型に対する高い要件に特に適しています。
精密放電加工と微細成形 高硬度鋼材(HRC50以上)や従来の切削加工では到達困難な狭溝や鋭角部に対して、当社は精密放電加工技術を採用しています。STANDYシリーズの大型放電加工機(例:2510 LL PNC/60A 2筆頭仕様機)は大型電極を安定して処理し、ミラー仕上げ放電加工により表面粗さRa0.2μmを実現します。この工程は金型の細部の完璧な再現を保証し、特にテクスチャやロゴなどの微細特徴の高品質な成形を可能にします。
金型組立と合せ調整 金型加工完了後、重要な組立工程に入ります。当社は最大締結力320トンの精密な型締め作業をサポートするLS-320T大型型締め機(ダイスポート)を導入しています。熟練のベンチワークチームは、精密測定機器を用いて、スライドコア、エジェクタピン、冷却水路などの可動機構を細かく調整し、各部品の嵌め合い隙間が適切で、動作が円滑であることを確認します。このプロセスは、金型が最適な稼働状態に達するまで、しばしば複数の反復を要します。
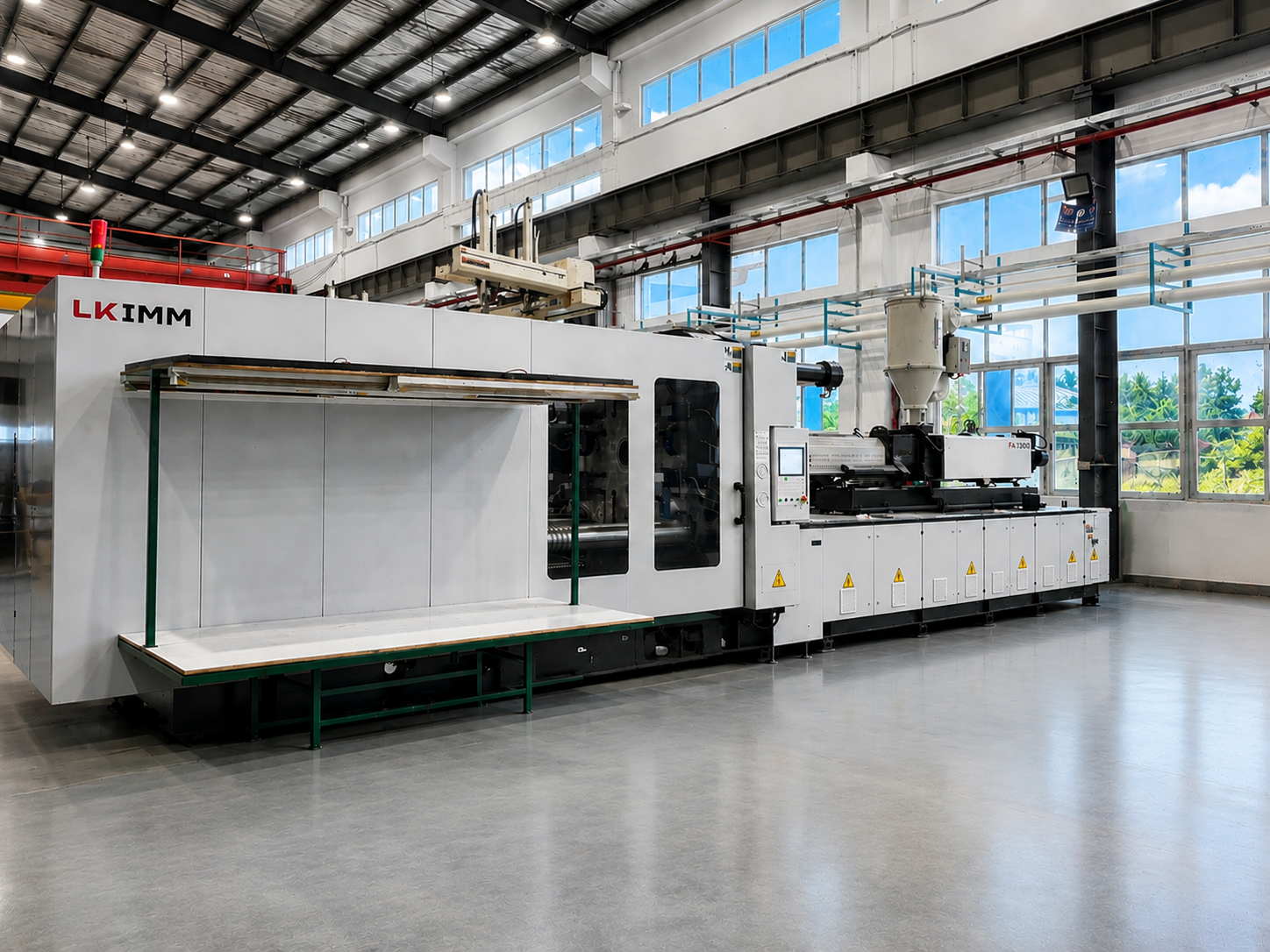
試作成形検証と工程パラメータ最適化 金型納品前には十分な試作成形検証が必要です。15トンから3000トンまでの全範囲の射出成形能力を備え、あらゆる試作成形ニーズに対応可能です。射出圧力、保圧時間、冷却サイクルなどの重要工程パラメータを科学的に調整し、製品品質をリアルタイムで監視して金型の欠陥を迅速に修正します。試作データは完全な工程パラメータカードとして体系化され、量産の標準化基準を提供するとともに、量産安定性のトレーサビリティを確保します。
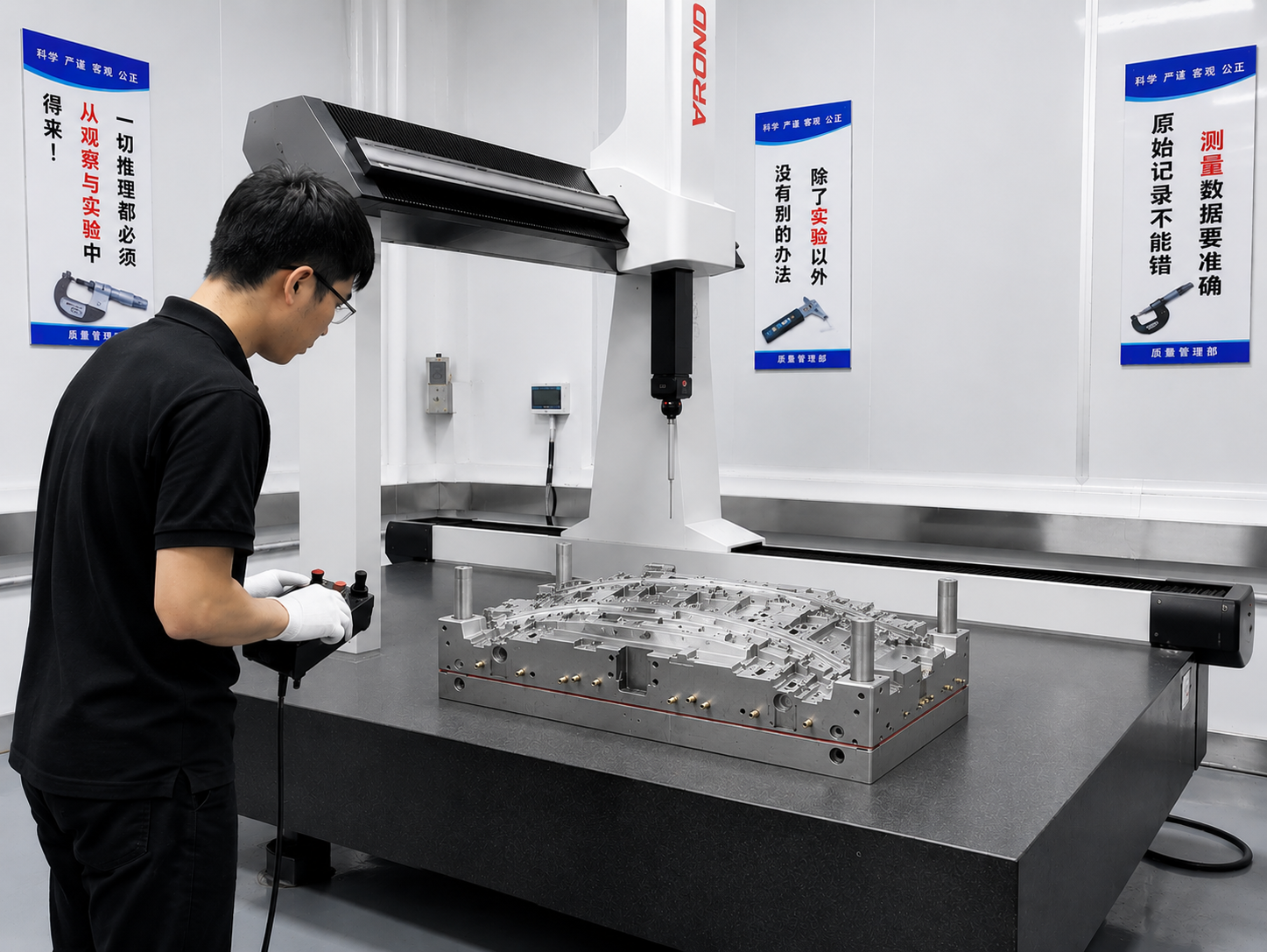
精密検査と金型受入検査 金型納品前には、高精度検査設備を用いて寸法・幾何公差の全面的な検証を行います。三次元測定機(CMM)などの精密検査設備を備え、大型金型の全方位寸法検査を実施し、キャビティ、コア、スライダーなど重要部位の加工精度が設計要求に適合することを確認します。Zeiss CONTURA G2、Hexagon Croma 6106などの先端設備を活用し、複雑な曲面、深型構造、および組立精度の正確な管理を実現し、金型受入検査およびその後の量産に信頼性の高いデータ支援を提供します。
量産体制と品質管理 量産段階に入ると、製品の特性とロット需要に基づき、射出成形機の資源を合理的に配分します。作業場はISO 9001基準に厳格に従って管理され、初品検査、工程中のパトロール検査、最終品比較を含む全プロセスの品質管理を実施します。大型自動車構造部品から家電製品の外装ケースに至るまで、安定した量産能力を提供し、すべての製品が顧客の品質要件を満たすことを保証します。