










































































-
Breaking Information Silos: How V1's Industrial Internet Platform Reshapes the Digital Ecology of the Mold Supply Chain
Addressing the pain points of information asymmetry and low transaction efficien...
-
Breaking Through Lightweight Manufacturing Bottlenecks: Multi-Field Applications of V1 Die-Casting Molds in Aluminum, Zinc, and Magnesium Precision Molding
Under the trend of lightweight manufacturing, aluminum, zinc, and magnesium allo...
-
V1's 20th Anniversary Gala: Two Decades of Unity, Celebrating with Gratitude
At the end of the year, The Top Fame (V1 Industrial Group) successfully hosted i...
-
 Large Mold & Injection
Large Mold & Injection
-
 Precision Molds & CNC Machining
Precision Molds & CNC Machining
-
 IMD/IML
IMD/IML
-
 Checking Fixture
Checking Fixture
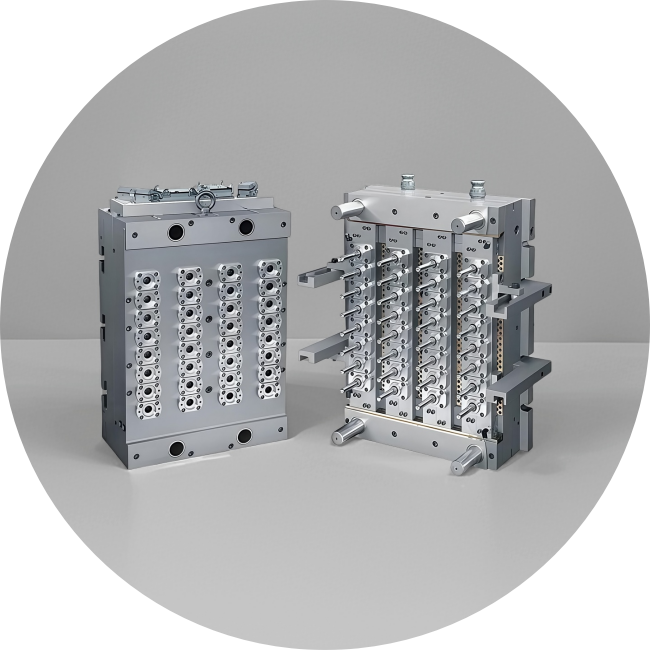
Large Mold & Injection
Leveraging 20 years of Japanese lean manufacturing expertise and a 3500-ton large-scale mold workshop, The Top Fame (V1 Industrial Group) specializes in integrated molding for NEVs and large structural components. With end-to-end in-house control from CAE mold flow analysis and rigid machining to trial validation, we achieve first-trial qualification rates exceeding 95%, empowering global clients with exceptional dimensional stability and high-efficiency mass production capabilities.

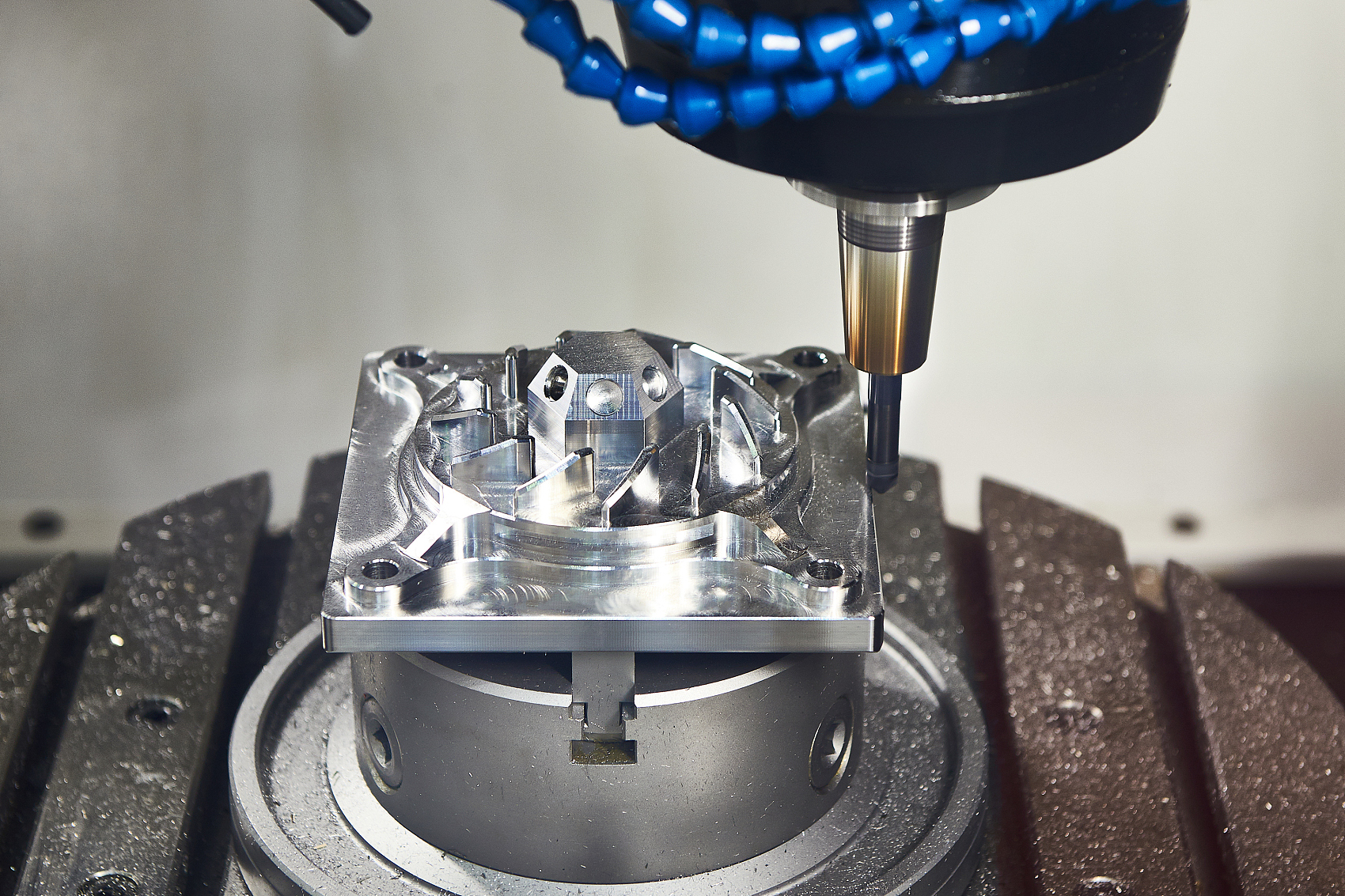
Precision Molds & CNC Machining
Centered on 0.004mm-level ultra-precision machining, The Top Fame (V1 Industrial Group) deploys Makino 5-axis and FANUC automated CNC production lines, enabling 24/7 unmanned continuous operation. Combined with a rigorous Japanese quality control system and full-element inspection closed loop, we ensure micron-level tolerances and perfect replication of complex cavities—delivering zero-defect precision components for high-end automotive, electronics, and industrial equipment.
IMD/IML
The Top Fame (V1 Industrial Group) delivers one-stop IMD/IML integrated solutions from film processing and mold design to in-mold injection molding. Leveraging ±0.005mm high-precision positioning structures and intelligent temperature-controlled molding processes, we achieve perfect fusion between decorative layers and substrates. Our products combine scratch resistance with premium aesthetic quality, widely empowering high-end surface decoration needs for automotive interiors and 3C electronics.

Checking Fixture
Focused on high-precision customized checking fixture R&D, The Top Fame (V1 Industrial Group) achieves an end-to-end closed loop from GD&T tolerance analysis and structural design to ultra-precision manufacturing and CMM calibration validation. Inspection accuracy stably reaches ±0.001mm; combined with modular design and scientific material selection, we provide traceable, highly durable quality inspection assurance for globally renowned automakers including Mercedes-Benz, BMW, and Toyota Boshoku.
